JeepParts
My Garage
My Account
Cart
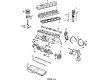
OEM Jeep Cherokee Intake Valve
Engine Intake Valve- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
5 Intake Valves found




Jeep Cherokee Intake Valve Part Number: 68453301AA
$17.61 MSRP: $26.10You Save: $8.49 (33%)
Jeep Cherokee Intake Valve Part Number: 53010512AA
$27.77 MSRP: $39.05You Save: $11.28 (29%)Ships in 1-2 Business Days
Jeep Cherokee Intake Valve Part Number: 68088019AA
$11.72 MSRP: $17.00You Save: $5.28 (32%)
Jeep Cherokee Intake Valve Part Number: 5048155AB
$12.06 MSRP: $17.55You Save: $5.49 (32%)
Jeep Cherokee Intake Valve Part Number: 33003515
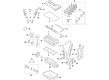
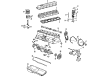
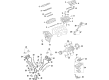
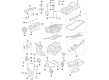
Jeep Cherokee Intake Valve
Choose OEM Intake Valve that meet Jeep factory standards. Jeep designs and tests every component for precision and durability. Each Intake Valve follows strict manufacturing steps to lock in quality and fit. If your Jeep Cherokee matters to you, OEM parts make the smart choice. You'll get the exact look, feel, and performance you expect. Shop genuine Cherokee parts at the highly competitive prices online. Enjoy a manufacturer's warranty, a hassle-free return policy, and rapid delivery. No more guesswork with off brands. Get genuine parts with exact fit and true factory performance. Shop with confidence today at JeepPartsDeal.com.
This paper is going to focus on the Intake Valve used in Jeep Cherokee cars to explain how it can affect the performance of an engine as well as the combustion process. Its the main role is to control the duration of the opening of air and fuel mixture supply into the engine in order to have optimum power. In the event that the Intake Valve becomes damaged, the resulting outcomes include poor combustion or even reduction of power within an engine and therefore a replacement of the Intake Valve is often important so as not to require expensive repair services. Intake Valves on Jeep Cherokee models have for the many years been developed in different styles to cater for certain performances. The replacement process of damaged Intake Valves require certain tools such as valve spring compressor and retainers. This paper has also emphasized the need to install certain parts including the Intake Valve properly in order to preserve the engines and avoid any issues in the future with regard to Jeep Cherokee vehicles.
Jeep Cherokee Intake Valve Parts and Q&A
- Q: How to Service and Repair Exhaust Valves and Intake Valves on Jeep Cherokee?A:Before servicing or repairing a valve, first remove all carbon residue from the combustion chambers, valve ports, valve stems, valve stem guides and head. By using a machine, turn the intake and exhaust valves to the needed position and always leave at least 0.787 mm (0.031 inch); if there is less, use a new valve. When refacing a valve seat, install the proper pilot in the valve guide bore and only file away a little metal using a dressing stone to make a smooth finish on the valve seat. Use tapered stones to get the right seat width and keep valve seat runout less than 0.0635 mm (0.0026 inch.) Choose your preferred way to measure, remove the valve from the head, wash the guide bore with solvent and a brush, fit a telescoping gauge 9.825 mm (0.375 inch) inside the guide bore near the valve spring side and measure with a micrometer. Measure across and then down the contact on the engine cylinder head and if the gap between the two measurements is more than 0.0635 mm (0.0025 inch), use an oversize valve stem and ream the guide bore. If the bore diameter measured in your valve doesn't match the correct range between 0.313 and 0.314 inch (7.95-7.97 mm) by over 0.076 mm (0.003 inch), you should ream the bore for an oversized valve stem. Another way to check is with a dial indicator, placed before the valve reaches its seat and the valve guide open a little, so you can see how far the valve stem moves. If the reading is more than the 0.025 - 0.0762 mm (0.001 - 0.003 inch) range, ream the guide to match an oversize stem. After reaming the valve guides, the seats should be ground to match the valve guide.

Related Jeep Cherokee Parts
 Jeep Cherokee Valve Cover Gasket
Jeep Cherokee Valve Cover Gasket Jeep Cherokee Camshaft
Jeep Cherokee Camshaft Jeep Cherokee Engine Oil Cooler
Jeep Cherokee Engine Oil Cooler Jeep Cherokee Oil Pump
Jeep Cherokee Oil Pump Jeep Cherokee Timing Belt
Jeep Cherokee Timing Belt Jeep Cherokee Camshaft Bearing
Jeep Cherokee Camshaft Bearing Jeep Cherokee Engine Mount Torque Strut
Jeep Cherokee Engine Mount Torque Strut Jeep Cherokee Piston Ring Set
Jeep Cherokee Piston Ring Set Jeep Cherokee Pushrod
Jeep Cherokee Pushrod Jeep Cherokee Rocker Arm
Jeep Cherokee Rocker Arm Jeep Cherokee Timing Belt Tensioner
Jeep Cherokee Timing Belt Tensioner Jeep Cherokee Timing Cover Gasket
Jeep Cherokee Timing Cover Gasket