JeepParts
My Garage
My Account
Cart
OEM Dodge Ram 3500 Van Exhaust Valve
Exhaust Muffler Valve- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
1 Exhaust Valve found

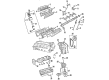
Dodge Ram 3500 Van Exhaust Valve Part Number: 53006724
Dodge Ram 3500 Van Exhaust Valve
Choose OEM Exhaust Valve that meet Dodge factory standards. Dodge designs and tests every component for precision and durability. Each Exhaust Valve follows strict manufacturing steps to lock in quality and fit. If your Dodge Ram 3500 Van matters to you, OEM parts make the smart choice. You'll get the exact look, feel, and performance you expect. Shop genuine Ram 3500 Van parts at the highly competitive prices online. Enjoy a manufacturer's warranty, a hassle-free return policy, and rapid delivery. No more guesswork with off brands. Get genuine parts with exact fit and true factory performance. Shop with confidence today at JeepPartsDeal.com.
Dodge Ram 3500 Van Exhaust Valve Parts and Q&A
- Q: How to service and repair Exhaust Valve and Intake Valve on Dodge Ram 3500 Van?A:In order to service and repair valves, it is important to clean them first before disposing those that are burned, warped and even cracked. Clean the inside of the valve guides with a good guide cleaner, and take out all the deposits of carbon and varnish. Check stems of the valves (wears), and replace those over 0.051 mm (0.002 in.). In the case of valve stem guide clearance, place Valve Guide Sleeve Tool C-3973 over the valve stem and place dial indicator Tool C-3339 on the cylinder head making sure that the tool is at right angles of the valve stem. Repeat the process by moving the valve to and off of the indicator, but make sure that the final reading is not more than 0.432 mm (0.017 in.). Excessive reading or scuffed or scored stems: ream guides of valves with oversized stems, in a two-step process to ream to standard size (0.381 mm (0.015 in.)), then to oversize. The face angle of the intake and exhaust valves must be 43-1/4 to 43-3/4 and the seat angle must be 44-1/4 to 44-3/4. Upon refacing, check the rest of the margin of the valves, removing those of less than 1.190 mm (0.047 in.). In refacing the valve seats, the correct size valve guide pilot should be used to reseat stones to ensure true surface. Check concentricity of valve seat using dial indicator, making sure that the total runout does not exceed 0.051 mm (0. 002 in.). Check with Prussian blue contact with the seat contact on the valve, and fix the seat as needed with the location of the blue transfer. Intake seat width must be 1.016 - 1.524 mm (0.040 - 0.060 in.) and exhaust must be 1.524 -2.032 mm ( 0.060 -0.080 in.). Always repeat the process of removing valves and checking the valve springs with the Universal Valve Spring Tester Tool with the compression length adjusted to 1-5/16 in. and record the readings on the torque wrench to check spring load, and discard any springs that cannot be found within the required specifications.

Related Dodge Ram 3500 Van Parts
 Dodge Ram 3500 Van Camshaft
Dodge Ram 3500 Van Camshaft Dodge Ram 3500 Van Crankshaft
Dodge Ram 3500 Van Crankshaft Dodge Ram 3500 Van Cylinder Head
Dodge Ram 3500 Van Cylinder Head Dodge Ram 3500 Van Dipstick
Dodge Ram 3500 Van Dipstick Dodge Ram 3500 Van Harmonic Balancer
Dodge Ram 3500 Van Harmonic Balancer Dodge Ram 3500 Van Intake Valve
Dodge Ram 3500 Van Intake Valve Dodge Ram 3500 Van Lash Adjuster
Dodge Ram 3500 Van Lash Adjuster Dodge Ram 3500 Van Motor And Transmission Mount
Dodge Ram 3500 Van Motor And Transmission Mount Dodge Ram 3500 Van Oil Pan
Dodge Ram 3500 Van Oil Pan Dodge Ram 3500 Van Pushrod
Dodge Ram 3500 Van Pushrod Dodge Ram 3500 Van Rocker Arm
Dodge Ram 3500 Van Rocker Arm Dodge Ram 3500 Van Valve Cover Gasket
Dodge Ram 3500 Van Valve Cover Gasket