JeepParts
My Garage
My Account
Cart
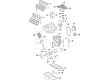
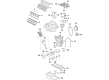
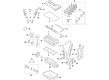
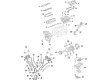
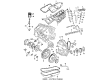
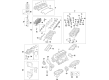
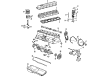
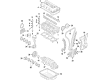
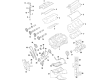
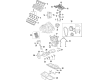
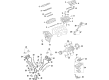
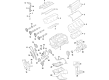
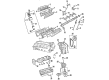
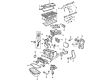
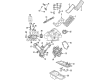
OEM Jeep Intake Valve
Engine Intake Valve- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
24 Intake Valves found




Jeep Intake Valve Part Number: 53022087AC
$14.57 MSRP: $37.15You Save: $22.58 (61%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valve Intake Standard
- Replaced by: 53022087AD
- Replaces: 53022087AA, 53022087AB






Jeep Intake Valve Part Number: 53020747AB
$46.65 MSRP: $94.55You Save: $47.90 (51%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valves; Valve Intake Standard 3 Per Cylinder Head; Valve Intake Standard


Jeep Intake Valve Part Number: 5038331AB
$93.10 MSRP: $141.00You Save: $47.90 (34%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valve Intake Standard Quantity Is Per Cylinder Head; Valve Intake Standard




Jeep Intake Valve Part Number: 68453301AA
$17.61 MSRP: $26.10You Save: $8.49 (33%)Product Specifications- Other Name: Valve - Engine Intake; Valves; Valve Engine Intake
- Replaces: 5047446AA


Jeep Intake Valve Part Number: 5047917AA
$15.89 MSRP: $23.35You Save: $7.46 (32%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valve Intake Standard





Jeep Intake Valve Part Number: 5184127AC
$17.03 MSRP: $25.00You Save: $7.97 (32%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valve Intake Standard



Jeep Intake Valve Part Number: 4781025AA
$37.05 MSRP: $54.30You Save: $17.25 (32%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valves; Valve Intake Standard


Jeep Intake Valve Part Number: 4892676AB
$23.31 MSRP: $30.25You Save: $6.94 (23%)Product Specifications- Other Name: Valve - Engine Intake; Valve Engine Intake
- Replaces: 4892676AA

Jeep Intake Valve Part Number: 53010512AA
$27.77 MSRP: $39.05You Save: $11.28 (29%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valves; Valve Intake Standard


Jeep Intake Valve Part Number: 68439897AA
$23.77 MSRP: $35.10You Save: $11.33 (33%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Engine Intake; Valve Engine Intake

Jeep Intake Valve Part Number: 5047068AB
$25.82 MSRP: $38.20You Save: $12.38 (33%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Engine Intake; Valves; Valve Intake Standard; Valve Engine Intake
- Replaces: 5047068AA, MN187696

Jeep Valves Part Number: 68147265AA
$26.05 MSRP: $38.50You Save: $12.45 (33%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Intake Valve; Valve Intake Standard

Jeep Intake Valve Part Number: 5037372AB
$34.66 MSRP: $51.20You Save: $16.54 (33%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valve Spring; Valve Springs; Valve Intake Standard

Jeep Intake Valve Part Number: 68088019AA
$11.72 MSRP: $17.00You Save: $5.28 (32%)Product Specifications- Other Name: Valve - Intake; Valve Intake Standard

Jeep Intake Valve Part Number: 68490016AA
$14.57 MSRP: $21.15You Save: $6.58 (32%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Engine Intake; Valves; Valve Engine Intake

Jeep Intake Valve Part Number: 53006723
$24.16 MSRP: $30.62You Save: $6.46 (22%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valve Intake Standard; Valve, Intake

Jeep Intake Valve Part Number: 4884691AA
$26.23 MSRP: $33.60You Save: $7.37 (22%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve - Intake; Valves; Valve Intake Standard
- Replaces: 4667969AB





Jeep Intake Valve Part Number: 53021550AA
Product Specifications- Other Name: Valve - Intake; Valve Intake Standard





Jeep Valves Part Number: 5066770AA
Product Specifications- Other Name: Valve - Intake; Intake Valve; Valve Intake Standard




Jeep Intake Valve Part Number: 53021990AA
Product Specifications- Other Name: Valve - Intake; Valves; Valve Intake Standard
| Page 1 of 2 |Next >
1-20 of 24 Results
Jeep Intake Valve
OEM parts sourced directly from Jeep deliver superior quality, long lasting strength, and a precise fit you can trust. Each item goes through strict quality checks to ensure safety, toughness, and performance that matches your factory equipment. At JeepPartsDeal online shop, you'll get top-quality, budget-friendly OEM Jeep Intake Valve for your vehicle. We focus on giving you a high standard without pushing up the price. Our full selection of genuine factory products comes backed by the original manufacturer's warranty. You'll love our fast delivery, seamless shopping experience, and convenient return policy, saving you all the hassle.
Jeep Intake Valve controls entry of air-fuel at the right time allowing engines to breathe hard and push harder. Jeep overcame battlefields at that time and came into the hands of civilians with square bodies and without fear of the road. The Selec-Terrain dial, removable doors, fold-down windshields, and open-air cabins make drivers confident that Jeep has made fun straightforward and allowed adventurers to customize their ride in less than a few seconds to sand, mud, or freshly fallen snow. There are digital dashboards, fast voice recognition, and smooth over-the-air software updates, which accompany the skid plates and tow hooks to ensure that the brand's dirt-kicking soul does not die in the presence of modern technology. A world community exchanges trail tips, invents camp kitchens, and waves the iconic wave each time another Jeep passes on either asphalt or shale. Within each of the contemporary Jeep engines, the Intake Valve opens with the ideal crank angle to fill the cylinders with the air charge and closes as soon as possible to trap pressure thus increasing torque, using less fuel, and preventing detonation on both the rough hill climbs and highway stretches. When a poor seal of the Intake Valve is presented, power is cut off, fuel combustion is increased, and temperatures soar. All Intake Valves are heat-treated alloys that provide them with strength to withstand warping, which withstands the thousands of hot combustion cycles. Frequent inspections ensure that carbon accumulation is spotted in time before it interferes with the Intake Valve lift profile and steals power.
Jeep Intake Valve Parts and Q&A
- Q: How Do Exhaust Valve and Intake Valves Affect Valve Seat Reworking and Alignment on Jeep Grand Cherokee?A:As long as the correct seat angle and width are kept, worn-out or burned valve seats can be reworked, but if they change, the whole cylinder head must go. Always ensure you have the right size valve guide pilot when refacing valves and valve seats so the reseating stones give you a true and complete surface. The starting point is to measure the center of the valve seat with a proper dial indicator, so that the total run out is no more than 0.051 mm (0.002 inch). Then, touch a bit of Prussian blue to the valve seat, fit the valve into the cylinder head, gently press on it while turning it slowly. Should the blue color mark end up below the top of the valve face, use a 15 degree stone to lower the valve seat; if the mark is at the bottom, use a 65 degree stone to raise it. With the seat in the proper place, the intake seat should be 0.0689 - 0.0928 inches wide and the exhaust seat should be 0.0673 - 0.0911 inches wide. Once the valves and seats are refaced, check that neither the intake nor exhaust valve springs has a height over 40.74 mm (1.6039 inch). The bottom line is you must maintain a face angle between 44.5 and 45°.
- Q: How to install Exhaust Valves and Intake Valves on Jeep Wrangler?A:Start by oiling the valve stems with clean engine oil; then, push them into the cylinder head to install the valves. After that, set the valve spring seat on the head properly. Afterward, fit new valve seal caps on the stems and above the valve guides; next, set valve springs and valve retainers. Installation of the valve springs comes in the end.


Related Jeep Parts
 Jeep Oil Filter Housing
Jeep Oil Filter Housing Jeep Engine Mount
Jeep Engine Mount Jeep Dipstick
Jeep Dipstick Jeep Timing Cover
Jeep Timing Cover Jeep Transmission Mount
Jeep Transmission Mount Jeep Cam Gear
Jeep Cam Gear Jeep Crankshaft Gear
Jeep Crankshaft Gear Jeep Motor And Transmission Mount
Jeep Motor And Transmission Mount Jeep Oil Pump Rotor Set
Jeep Oil Pump Rotor Set Jeep Spool Valve
Jeep Spool Valve Jeep Valve Guide
Jeep Valve Guide Jeep Variable Timing Sprocket
Jeep Variable Timing Sprocket